
來源:www.hemosemi.com 發布時間:2021年8月10日
根據多年從事大型電機沖裁模具組裝、模具故障處理及模具加工工藝編制經驗對模具使用過程中電機模具毛刺很差原因進行分析,并提出解決方案。
1.電機模具四周毛刺不均且邊過大
(1)所有孔、槽型、毛刺同一方向很差原因分析一,壓力設備精度很差,可能造成毛刺很差,導軌間隙很差。滑塊運動軌跡對工作臺面垂直度很差。工作臺面與滑塊下平面平行度很差。壓力機平衡缸壓力值與上模重量不匹配。
解決辦法:調整導軌間隙,保證導軌間隙在0.05mm以內。調整滑塊運動軌跡對工作臺面垂直度,保證100mm長度垂直度不很過0.02mm。調整工作臺面與滑塊下平面平行度很差,保證1000mm長度平行度不很過0.10mm。調整平衡缸壓力,使之與上模重匹配。
原因分析二,模具精度很差,可能造成毛刺很差: 模具上模座上平面與下模座下平面平行度很差。模具凸凹模之間間隙不均。
解決辦法:更換模架,保證平行度。調整凸、凹模間隙,保證間隙均。
原因分析三,已沖好的電機模具沒來得及取出,二次沖裁后沖頭瞬間單向受力,將所有沖頭擠向一邊造成凸、凹模相互啃刃。刃口啃切,一邊不鋒利后造成沖片毛刺同一方向很差(見圖1 )
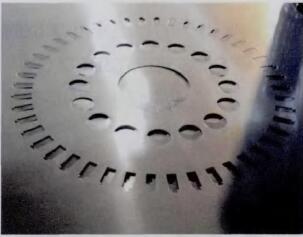
解決辦法:檢查凸凹模之間間隙,若間隙均勻,對凸凹模進行刃磨即可。
原因分析四,模具安裝不規范可能造成毛刺很差:壓裝模具時兩邊用力不均勻造成一邊翹起。模具或壓力機工作臺清理不干凈造成模具墊起。模具壓裝不牢固造成沖裁時模具出現位移。解決辦法:清理干凈床面及模具,重新安裝模具。
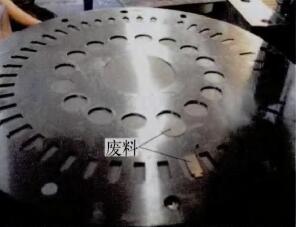
(2)在生產中個別槽型或孔邊毛刺突然很差原因分析一,沖裁過程中廢料上翻,二次沖裁后個別沖頭瞬間單向受力,將個別沖頭擠向一邊造成凸、凹模相互啃刃。刃口啃切-邊不鋒利后造成個別孔毛刺一邊很差(見圖2)。解決辦法:將凸凹模刃磨即可。
原因分析二,電機模具沖裁過程中廢料上翻,二次沖裁后,廢料將推板擠壓變形形成鼓起后將沖頭推向一邊造成間隙不均( 見圖3)

解決辦法:對上下模刃口刃磨外,還必須對推板孔進行修銼,去除鼓起處,保證沖頭在推板內不受側向力影響。
原因分析三,模具長期使用后個別沖頭松動造成間隙不均。解決方法:需拆模后重新調整模具間隙,保證凸、凹模間隙均。 出現高而薄的毛刺如圖4所示。
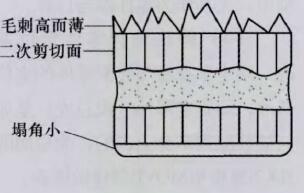
原因分析:凸凹模之間間隙過小。
解決方法:重新加工凸模或凹模,保證凸凹模間隙值合理。(2)四周產生厚、高、硬的毛刺如圖5所示。
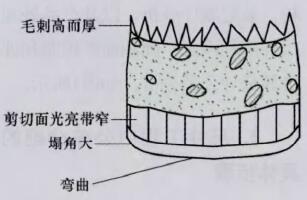
原因分析:凸凹模間隙過大。
解決方法:重新加工凸凹模, 保證凸凹模之間間隙值合理。